

Technology技術情報
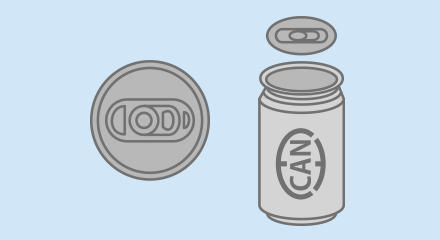
DI缶の製造工程

DI(Drawing and Ironing=絞りしごき)成形によって作られる2ピース缶で、1958年にアメリカで誕生し、日本では1971年から広く使われています。
アルミニウム又はぶりきのコイル材をカップ形状に絞り加工(Drawing)し,さらに側壁を数段階のしごき加工(Ironing)で引延ばして缶胴を成形します。
主としてビールや炭酸飲料に使用され、一部のエアゾール缶にも使用されています。
ボトムは耐圧を得るためにドーム状になっており,全面印刷が可能です。
金属の延展性を利用した加工方法で、側壁を約0.1mmまで薄くでき,3ピース缶と比べて缶体を軽量化できます。特にアルミのDI缶は薄肉化と軽量化が可能で、最近の飲料缶では蓋の径をより小さくしたタイプが増えています。
2ピース缶(DI缶)製缶工程
- アンコイラ
- コイル状の板材を延ばします。
-
- ルブリケータ
- ルブリカント(滑り剤)塗布します。
-

- カッピングプレス
- カップ状に打ち抜きます。
- ボディーメーカ
- クーラント(潤滑剤)を使いながら絞り加工で缶胴を薄く伸ばし、底部の成形を行います
- トリマ
- 不要部分をカットし、高さを整えます。
-
- ウォッシャ
- クーラントを洗浄し乾燥します。

- コータ・プリンタ
- 下地塗装・印刷をし、ニスを塗り、乾燥・焼き付けします。
-
- スプレーマシン
- 内面塗料を塗装します。
-
- オーブン
- 塗装された塗料を乾燥・焼付けします。

- ネッカ・フランジャ
- 缶口を絞り、縁を外側に出します。
-
- 内外面検査機
- 内外面の不良を検査します。
- パレタイザ
- 缶をパレットに積み付けします。
- ふた巻締め(お得意先)
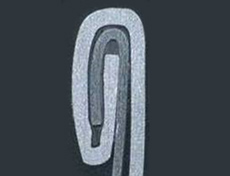
ボディメーカーによる製缶工程
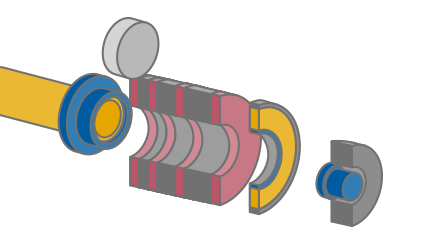
平板をカップ状に成形します。そのカップをボディメーカーで加工します。
ボディメーカーのパンチにて再絞り加工を行います。
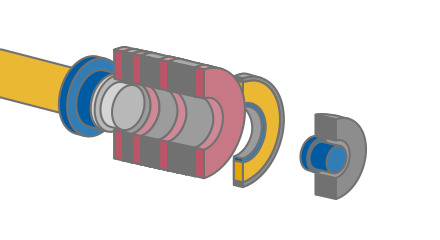
3段階のしごき加工を行います。
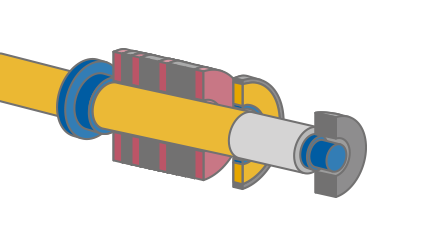
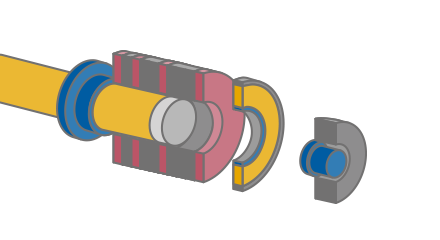
缶のボトム成形を行います。
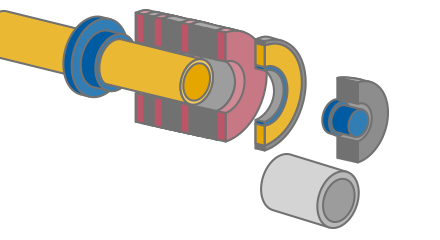
この後、缶エッジのトリミング加工を行います。